Research Breakthrough Possible @S-Logix
Research Breakthrough Possible @S-Logix
Office Address
- 2nd Floor, #7a, High School Road, Secretariat Colony Ambattur, Chennai-600053 (Landmark: SRM School) Tamil Nadu, India
- pro@slogix.in
- +91-81240 01111
To know about the data types in R programming.
#Control Charts
#Loading required packages
#install.packages(“qcc”)
library(“qcc”)
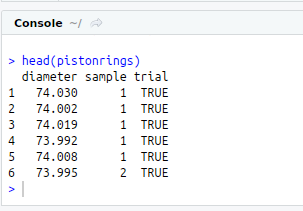
data(pistonrings)
attach(pistonrings)
head(pistonrings)
#Grouping the data
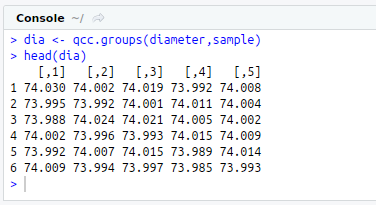
dia<-qcc.groups(diameter,sample)
head(dia)
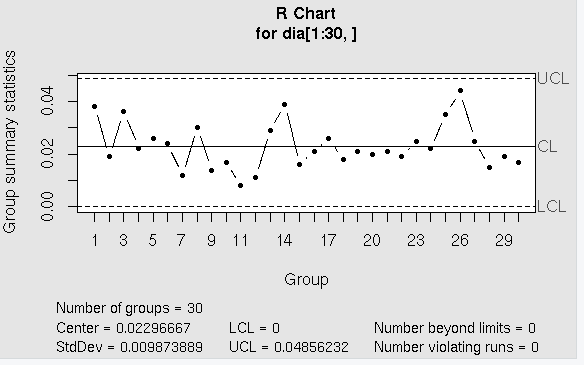
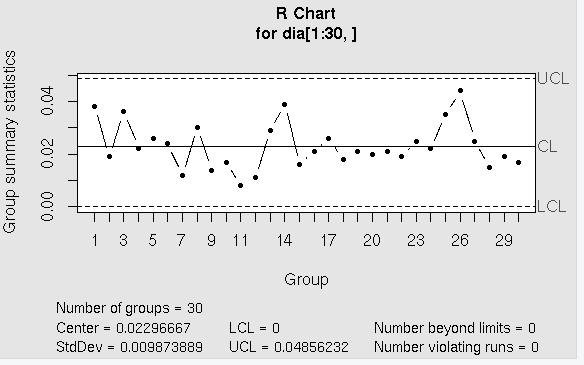
#R Chart
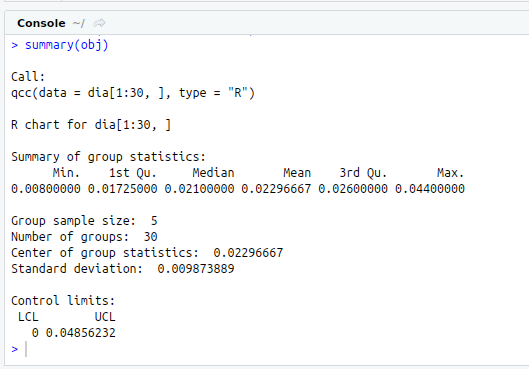
obj<-qcc(dia[1:30,],type = “R”)
summary(obj)
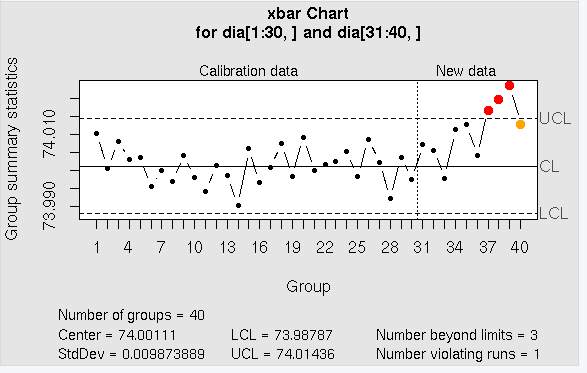
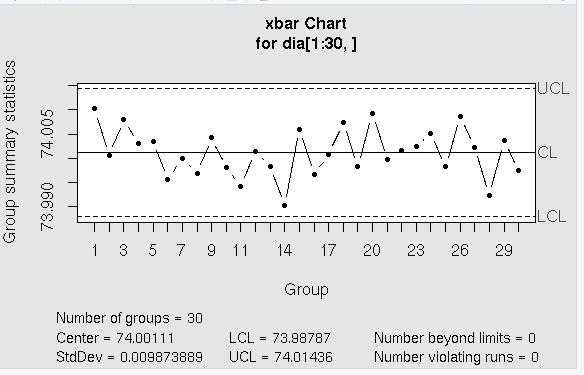
#X- Bar Chart
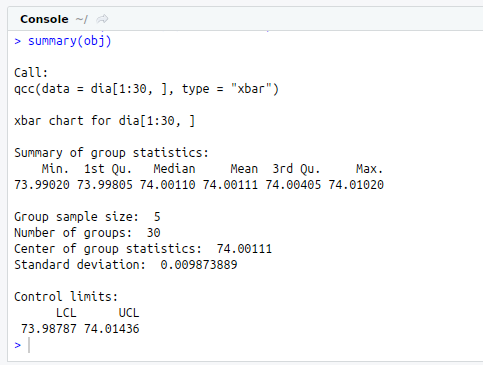
obj<-qcc(dia[1:30,], type=”xbar”)
summary(obj)
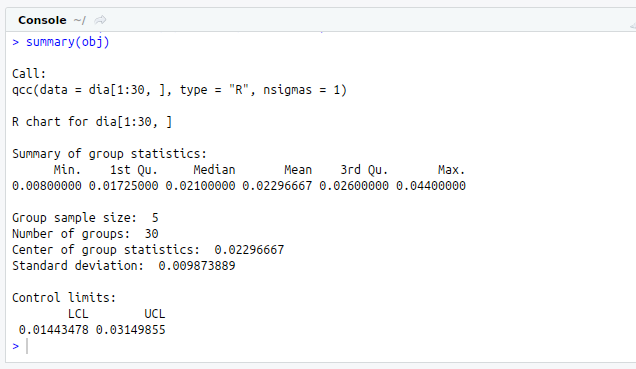
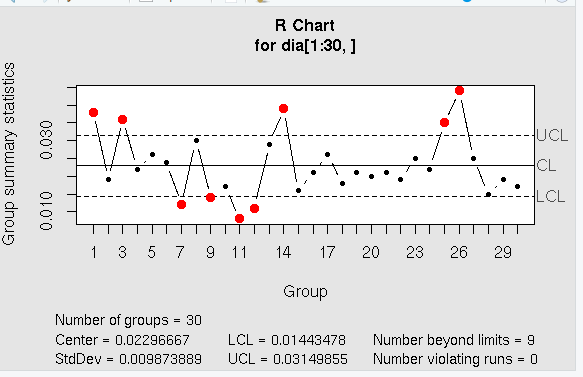
#Changing the Values of nsigma
obj<-qcc(dia[1:30,],type=”R”,nsigmas = 1)
summary(obj)
#Testing new Data
obj<-qcc(dia[1:30,],type = “xbar”,newdata = dia[31:40,])